×
[PR]上記の広告は3ヶ月以上新規記事投稿のないブログに表示されています。新しい記事を書く事で広告が消えます。
ここからはセッティングに関するあれこれ
拡張子.pwsが使用可能になったら、ここを参照すべし
拡張子.pwsが使用可能になったら、ここを参照すべし
通称 R.E.R.F
一度の印刷で複数の暴露時間を設け、樹脂に対する最適暴露時間を確認できる優れもの
にわか知識ですが、初期型Photonに対し有志により作成されたが、Photon-S以降拡張子が変わったので使用できなくなり、別の有志がこれを準備したらしい、最上級の感謝です
準備されている0.05mmスライスデータを使用するもヨシ!
.stlデータを好みにスライスしてスタートタイムも変えて使用するもヨシ!
というわけで印刷するとこんな感じ

1から8まで同じ形状の造形ですが、暴露時間が1sずつ増えています
ブロックNo.1に5sと書いてあるのは初期値5sと設定したという記録で、1sずつ足されるのでNo.8は12sとなり、8種類のテストができたことになります
確認方法ですが、私の英語力で理解した限りでは
1)左上の丸が完全に出来ているものの最初のNo.を見つける (写真の例ではNo.1)
2)その丸を下に見ていき、最初に崩れる丸を見つけ上から何番目か把握する
3)その丸を別のブロックの同じ場所を確認し、最初に丸が崩れる場所を探す
4)そのひとつ前のブロックがあなたの最適解ですよ!
こんな感じ
写真はすでに何度か実施して追い込んだものなので5sでいきなり丸ができていますが、3sから始めるとぐちゃぐちゃでした(掃除が大変です)
それと次の写真のように、Z軸会釈現象が確認できます
写真向かって左が厚くて、右が薄い

右が本体の奥側つまりプラットフォームを支えているレール側、左が支えなし側
R.E.R.Fは全面印刷なので、引き剥がし最大負荷です
動きを見てると支えなし側が遅れてはがされます
この時に若干剥がれたり厚みが変わるようで、積み重なるとこんなになります
暴露時間が最適になればもう少しマシになりますが、根本的な問題です
そこで少しはH/Wを改善するべきと思って試したのがこちら本来の目的はZ=0設定の容易化のようですが、試してみたところ明らかにブレが改善
しかし、若干使いずらかったので独自設計し直したのがこれ
写真見せといてなんですが、これはボールジョイント仕様のブレブレで印刷したもの
なので、全体が低精度がつ前述のZ軸会釈現象でゆがみが見てわかりますよね
しかしこれでも十分機能は果たします
ネット品からの改善点は
1) 横のネジが短すぎて締めつきにくい=>厚みを変えて14㎜のネジ対応とした(多分)
2) さらにナット側の余裕がなくて本体にネジが当たってしまう=>ナット側に余裕を与えた
3) Z=0設定時に上げ下げがしにくい(結構摩擦があり微調整が困難)=>縦ネジを4隅に配置し、微妙な圧力調整を可能にし、かつストッパーの役割を付与(なので私はスタビライザーと言ってる)
これの採用により、高負荷を加えてもZ=0が狂いにくくなりました
当然、完成品の精度も雲泥の差
0.02mmではボケまくりだったものが、バシーっと印刷可能に!
進化の過程
いろいろ頑張った最初の状態 ブレまくりずれまくりだるいモールド、使い物にならん


改善後の0.05mm印刷
見よこのはっきりとした積層痕を!!(うれしい反面0.05mmは模型には無理)

そして最終段階0.02㎜
積層痕も目立たなくなり、処理も簡単なレベルでようやく使い物になる3Dプリンターになった!

ここに至るまで1000mlの樹脂を消費し、あれこれ試行錯誤した甲斐があったってもんです
もちろん、3Dデータでの印刷解像度を上げる工夫なんかもやってます
というわけでレベラーの設計をアップデートし完成仕様がこちら
こまごまとした改善を実施
1) ナットの嵌め合い調整 =>無調整で嵌めれる様になった
2) ワッシャー部干渉のため隙間改善 =>干渉解消
3) 上下ストローク量調整 =>これ結構大事で、下げれるだけ下げるとバットの縁にアームが当たってしまったので、最低高にしても干渉しないように見直しされたはず(未確認)
4) スタビ受け底部の形状を斜め形状に修整 =>掃除する際に邪魔でティッシュが当たって破けるを防ぐため
初号機と比べて精度良くなってるでしょ?
でも左が曲がっているのは会釈問題、これがどうにかできれば完璧なんだが今のところ手段なし
こいつは印刷後、初期層部の太った部分の切削とゆがんだ部分のすり合わせを行う必要あり
3㎜のボルト(私は手持ちがないためネジ)とナットが別途必要
ご利用は自己判断で♪ (ダウンロード後、拡張子.stlを付ければスライサで見れます)
2020.05.05 データ更新(Upper: ナット位置修正、Lower:強度アップ)
Parts1_Upper_ダウンロード
Parts2_Lower_ダウンロード
完成後の今のところの使用手順
1) プラットフォームに部品を付け終えたら、サイドのネジゆるゆる、縦のネジはどうでもよし、UpperとLowerは上下で一番くっつけた状態とする
2) Photonに装着し、バットを付けた状態でホーム位置に移動 その後2㎜ダウン =>ここでバットとの干渉がないことを確認
3) 干渉していなければ、LowerをFEPに当たるまで下げ、スタビ(縦ネジ)が軽く当たる程度まで回す(仮位置決め)
4) プラットホームをバットが外せる高さまで上昇しバットを外す、上昇値を覚えておく(例えば40㎜)
5) プラットホームを優しく外し、サイドのネジを軽く締める
6) プラットホームをPhotonに再装着し、上昇した分を下げる(今回の例では40㎜)
7) LowerをLCDに当たるまで下げる
8) 0.1㎜ピッチで、紙をはさみ抵抗が出る位置に調整
9) 抵抗が出たらスタビネジでバランスよく平面が出るように調整
10) プラットホームを優しく外し、サイドネジを本締めする その後スタビネジも軽く当たるまで締めておく
11) Photonに装着し、再度紙をはさんで具合を確認し問題なければZ=0を設定し完了
12) 実使用後、しばらくは(信用できるまでは)Z位置がずれていないか確認してください (私も高負荷掛けた時や数回に一度はチェックします)
3回にわたって、私の導入から実用レベルまでの話は以上
誰かの助けになれば幸いです
#プラットフォーム
#レベラー
#PHOTON-S 改造
一度の印刷で複数の暴露時間を設け、樹脂に対する最適暴露時間を確認できる優れもの
にわか知識ですが、初期型Photonに対し有志により作成されたが、Photon-S以降拡張子が変わったので使用できなくなり、別の有志がこれを準備したらしい、最上級の感謝です
準備されている0.05mmスライスデータを使用するもヨシ!
.stlデータを好みにスライスしてスタートタイムも変えて使用するもヨシ!
というわけで印刷するとこんな感じ
1から8まで同じ形状の造形ですが、暴露時間が1sずつ増えています
ブロックNo.1に5sと書いてあるのは初期値5sと設定したという記録で、1sずつ足されるのでNo.8は12sとなり、8種類のテストができたことになります
確認方法ですが、私の英語力で理解した限りでは
1)左上の丸が完全に出来ているものの最初のNo.を見つける (写真の例ではNo.1)
2)その丸を下に見ていき、最初に崩れる丸を見つけ上から何番目か把握する
3)その丸を別のブロックの同じ場所を確認し、最初に丸が崩れる場所を探す
4)そのひとつ前のブロックがあなたの最適解ですよ!
こんな感じ
写真はすでに何度か実施して追い込んだものなので5sでいきなり丸ができていますが、3sから始めるとぐちゃぐちゃでした(掃除が大変です)
それと次の写真のように、Z軸会釈現象が確認できます
写真向かって左が厚くて、右が薄い
右が本体の奥側つまりプラットフォームを支えているレール側、左が支えなし側
R.E.R.Fは全面印刷なので、引き剥がし最大負荷です
動きを見てると支えなし側が遅れてはがされます
この時に若干剥がれたり厚みが変わるようで、積み重なるとこんなになります
暴露時間が最適になればもう少しマシになりますが、根本的な問題です
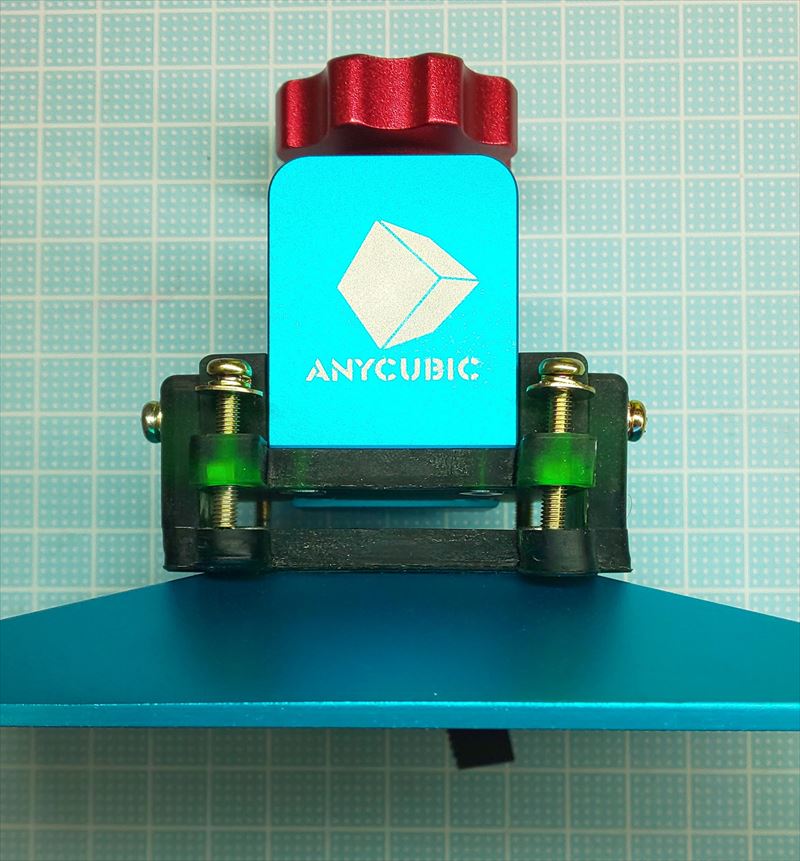
そこで少しはH/Wを改善するべきと思って試したのがこちら本来の目的はZ=0設定の容易化のようですが、試してみたところ明らかにブレが改善
しかし、若干使いずらかったので独自設計し直したのがこれ
写真見せといてなんですが、これはボールジョイント仕様のブレブレで印刷したもの
なので、全体が低精度がつ前述のZ軸会釈現象でゆがみが見てわかりますよね
しかしこれでも十分機能は果たします
ネット品からの改善点は
1) 横のネジが短すぎて締めつきにくい=>厚みを変えて14㎜のネジ対応とした(多分)
2) さらにナット側の余裕がなくて本体にネジが当たってしまう=>ナット側に余裕を与えた
3) Z=0設定時に上げ下げがしにくい(結構摩擦があり微調整が困難)=>縦ネジを4隅に配置し、微妙な圧力調整を可能にし、かつストッパーの役割を付与(なので私はスタビライザーと言ってる)
これの採用により、高負荷を加えてもZ=0が狂いにくくなりました
当然、完成品の精度も雲泥の差
0.02mmではボケまくりだったものが、バシーっと印刷可能に!
進化の過程
いろいろ頑張った最初の状態 ブレまくりずれまくりだるいモールド、使い物にならん
改善後の0.05mm印刷
見よこのはっきりとした積層痕を!!(うれしい反面0.05mmは模型には無理)
そして最終段階0.02㎜
積層痕も目立たなくなり、処理も簡単なレベルでようやく使い物になる3Dプリンターになった!
ここに至るまで1000mlの樹脂を消費し、あれこれ試行錯誤した甲斐があったってもんです
もちろん、3Dデータでの印刷解像度を上げる工夫なんかもやってます
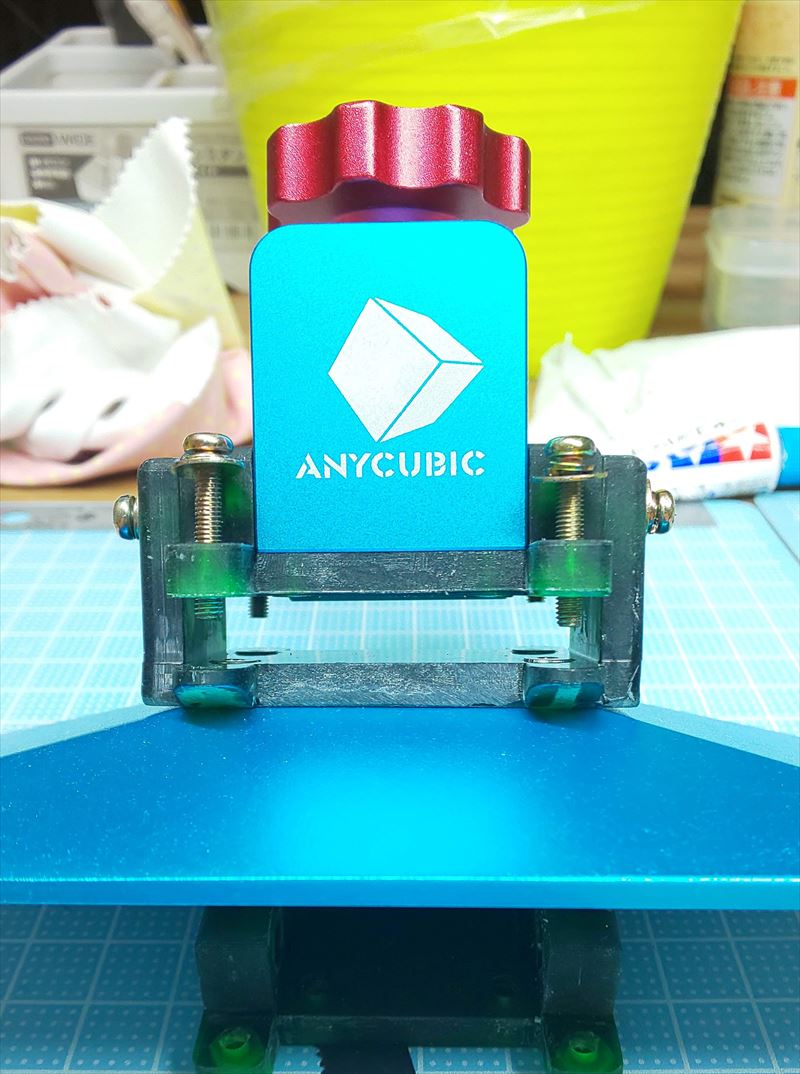
というわけでレベラーの設計をアップデートし完成仕様がこちら
こまごまとした改善を実施
1) ナットの嵌め合い調整 =>無調整で嵌めれる様になった
2) ワッシャー部干渉のため隙間改善 =>干渉解消
3) 上下ストローク量調整 =>これ結構大事で、下げれるだけ下げるとバットの縁にアームが当たってしまったので、最低高にしても干渉しないように見直しされたはず(未確認)
4) スタビ受け底部の形状を斜め形状に修整 =>掃除する際に邪魔でティッシュが当たって破けるを防ぐため
初号機と比べて精度良くなってるでしょ?
でも左が曲がっているのは会釈問題、これがどうにかできれば完璧なんだが今のところ手段なし
こいつは印刷後、初期層部の太った部分の切削とゆがんだ部分のすり合わせを行う必要あり
3㎜のボルト(私は手持ちがないためネジ)とナットが別途必要
ご利用は自己判断で♪ (ダウンロード後、拡張子.stlを付ければスライサで見れます)
2020.05.05 データ更新(Upper: ナット位置修正、Lower:強度アップ)
Parts1_Upper_ダウンロード
Parts2_Lower_ダウンロード
完成後の今のところの使用手順
1) プラットフォームに部品を付け終えたら、サイドのネジゆるゆる、縦のネジはどうでもよし、UpperとLowerは上下で一番くっつけた状態とする
2) Photonに装着し、バットを付けた状態でホーム位置に移動 その後2㎜ダウン =>ここでバットとの干渉がないことを確認
3) 干渉していなければ、LowerをFEPに当たるまで下げ、スタビ(縦ネジ)が軽く当たる程度まで回す(仮位置決め)
4) プラットホームをバットが外せる高さまで上昇しバットを外す、上昇値を覚えておく(例えば40㎜)
5) プラットホームを優しく外し、サイドのネジを軽く締める
6) プラットホームをPhotonに再装着し、上昇した分を下げる(今回の例では40㎜)
7) LowerをLCDに当たるまで下げる
8) 0.1㎜ピッチで、紙をはさみ抵抗が出る位置に調整
9) 抵抗が出たらスタビネジでバランスよく平面が出るように調整
10) プラットホームを優しく外し、サイドネジを本締めする その後スタビネジも軽く当たるまで締めておく
11) Photonに装着し、再度紙をはさんで具合を確認し問題なければZ=0を設定し完了
12) 実使用後、しばらくは(信用できるまでは)Z位置がずれていないか確認してください (私も高負荷掛けた時や数回に一度はチェックします)
3回にわたって、私の導入から実用レベルまでの話は以上
誰かの助けになれば幸いです
#プラットフォーム
#レベラー
#PHOTON-S 改造
PR
コメント